راهنمای جامع تولید شیلنگ pvc؛ بررسی مواد اولیه، خطوط اکستروژن و مراحل ساخت. با بهترین روشهای کنترل کیفیت و برترین تولیدکننده، رادکارفلکس آشنا شوید.
در دنیای مدرن امروز، صنعت پلیمر به عنوان یکی از ستونهای اصلی توسعه زیرساختها شناخته میشود. در میان طیف وسیع پلیمرها، پلی وینیل کلراید (PVC) به دلیل خواص منحصر به فرد شیمیایی و فیزیکی، جایگاه ویژهای یافته است. اما یکی از پرکاربردترین مشتقات این ماده، در صنعت تولید شیلنگ pvc نمود پیدا میکند. شیلنگهای پیویسی که امروزه در هر خانه، باغ، کارخانه و حتی بیمارستانها دیده میشوند، حاصل دههها تحقیق و توسعه در مهندسی شیمی و مکانیک هستند.
پیش از ظهور تکنولوژیهای نوین در تولید شیلنگ pvc، شیلنگهای لاستیکی (Rubber) حکمران بازار بودند. شیلنگهای لاستیکی علیرغم انعطافپذیری، مشکلاتی نظیر وزن سنگین، عمر کوتاه در برابر نور خورشید و فرآیند تولید گرانقیمت (به دلیل نیاز به پخت یا ولکانیزاسیون) داشتند. با ورود دانش تولید شیلنگ pvc به صنعت، انقلابی در کاهش هزینهها و افزایش طول عمر محصولات رخ داد. این شیلنگها نه تنها سبکتر هستند، بلکه مقاومت شیمیایی بسیار بالایی در برابر اسیدها، بازها و حلالها از خود نشان میدهند.
بررسی آمارهای جهانی نشان میدهد که بازار تولید شیلنگ pvc همچنان با نرخ رشد مرکب سالانه (CAGR) قابل توجهی در حال گسترش است. این رشد تقاضا ناشی از نیاز روزافزون بخش کشاورزی به سیستمهای آبیاری نوین، توسعه صنعت ساختمان و نیاز به انتقال سیالات با فشار بالا است. یک کارخانه موفق در زمینه تولید شیلنگ pvc باید بتواند تعادلی دقیق میان قیمت تمام شده و کیفیت محصول برقرار کند؛ چرا که بازار امروز هوشمندتر شده و مشتریان به دنبال محصولاتی هستند که در برابر تغییرات جوی و فشارهای مکانیکی دوام بیاورند.
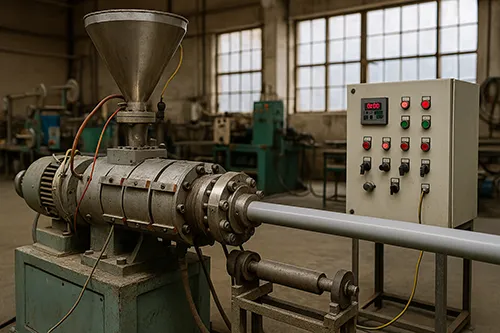
در نهایت، درک عمیق از فرآیند تولید شیلنگ pvc تنها محدود به داشتن ماشینآلات نیست؛ بلکه نیازمند دانش عمیق درباره رفتار مواد در سطح مولکولی است. اینکه چگونه زنجیرههای پلیمری در کنار نرمکنندهها قرار میگیرند و چگونه فرآیند اکستروژن بر جهتگیری این زنجیرهها اثر میگذارد، تفاوت میان یک شیلنگ معمولی و یک محصول باکیفیت صادراتی را رقم میزند. در این مقاله، ما به صورت کاملاً تخصصی و علمی، لایههای پنهان این صنعت را واکاوی خواهیم کرد.
کیفیت محصول نهایی در خط اکستروژن، پیش از اینکه وارد دستگاه شود، در مرحله فرمولاسیون تعیین میگردد. صنعت تولید شیلنگ pvc در واقع هنر ترکیب شیمیایی مواد مختلف است تا مادهای سخت و شکننده مانند پیویسی خام، به محصولی نرم، منعطف و مقاوم تبدیل شود. مهندسان پلیمر برای دستیابی به خواص مطلوب، باید درک دقیقی از اجزای کامپاند داشته باشند.
پایه و اساس کار در تولید شیلنگ pvc، رزین پلی وینیل کلراید است. این رزین معمولاً به دو روش سوسپانسیون (S-PVC) و امولسیون (E-PVC) تولید میشود. برای تولید شیلنگ، تقریباً همیشه از گرید سوسپانسیون استفاده میشود زیرا خلوص بالاتر و جذب نرمکننده بهتری دارد. اما نکته کلیدی در انتخاب رزین برای تولید شیلنگ pvc، پارامتری به نام “K-Value” یا عدد K است.
عدد K نشاندهنده وزن مولکولی متوسط و طول زنجیرههای پلیمری است.
استفاده از رزین نامرغوب با دانهبندی (Particle Size Distribution) نامناسب در فرآیند تولید شیلنگ pvc منجر به ایجاد نقاط ذوب نشده (Fish eyes) در سطح شیلنگ میشود که هم ظاهر محصول را خراب میکند و هم نقاط تمرکز تنش ایجاد کرده که باعث پارگی زودرس شیلنگ تحت فشار میشود.
پلی وینیل کلراید به ذات خود پلیمری سخت و شکننده است (مانند لوله پلیکا). آنچه امکان تولید شیلنگ pvc نرم و انعطفپذیر را فراهم میکند، افزودن نرمکنندهها یا “پلاستیسایزرها” است. مکانیزم عملکرد نرمکننده بر اساس “تئوری حجم آزاد” و کاهش نیروهای بین مولکولی (واندروالس) میان زنجیرههای پلیمر است. مولکولهای نرمکننده بین زنجیرههای PVC نفوذ کرده و باعث لغزش راحتتر آنها روی یکدیگر میشوند.
در صنعت تولید شیلنگ pvc، انتخاب نوع و مقدار نرمکننده تعیینکننده سختی (Hardness) شیلنگ است که معمولاً با مقیاس Shore A سنجیده میشود.
یکی از چالشهای بزرگ در تولید شیلنگ pvc، پدیده “مهاجرت نرمکننده” است. اگر فرمولاسیون صحیح نباشد، نرمکننده به مرور زمان به سطح شیلنگ آمده و تبخیر میشود یا در سیال حل میگردد. نتیجه این امر، خشک و شکننده شدن شیلنگ پس از مدتی کوتاه است. هنر فرمولاتور در تولید شیلنگ pvc، انتخاب نرمکنندهای است که کمترین نرخ مهاجرت را داشته باشد.
پیویسی پلیمری حساس به حرارت است. در دماهای بالای اکستروژن (۱۶۰ تا ۱۹۰ درجه سانتیگراد) که برای تولید شیلنگ pvc لازم است، این پلیمر تمایل به تخریب و آزادسازی گاز اسید کلریدریک (HCl) دارد. این گاز باعث سوختن مواد، تغییر رنگ به زرد یا سیاه و خوردگی شدید سیلندر و مارپیچ دستگاه میشود. برای جلوگیری از این اتفاق، استفاده از استابلایزرها الزامی است.
در صنعت تولید شیلنگ pvc سه دسته اصلی پایدارکننده وجود دارد:
برای کاهش قیمت تمام شده و بهبود برخی خواص فیزیکی در تولید شیلنگ pvc، از پرکنندهها (Fillers) استفاده میشود. رایجترین پرکننده، کربنات کلسیم (CaCO3) است.
علاوه بر پرکنندهها، افزودنیهای دیگری نیز در تولید شیلنگ pvc نقش کلیدی دارند:
بنابراین، تولید شیلنگ pvc یک عملیات ساده مکانیکی نیست، بلکه ترکیبی پیچیده از مهندسی شیمی است که در آن تعادل میان رزین، نرمکننده، پایدارکننده و افزودنیها، کیفیت و قیمت نهایی محصول را دیکته میکند.
(ادامه مقاله در بخشهای بعدی به ماشینآلات و فرآیند اکستروژن خواهد پرداخت…)